

|


| 特性级别 | 透明级||| |
| 牌号 | H6131B |
| 加工级别 | 挤出级|||吹塑级||| |
| 品名 | HDPE |
| 厂家(产地) | 暹罗 |
| 用途级别 | 通用级||| |
HDPE的外表呈乳白色,在微薄截面呈一定程度的半透明状。PE具有优良的耐大多数生活和工业用化学品的特性。
HDPE是一种结晶度高、非极性的热塑性树脂。高密度聚乙烯为无毒、无味、无臭的白色颗粒,熔点约为130℃,相对密度为0.941~0.960。它具有良好的耐热性和耐寒性,化学稳定性好,还具有较高的刚性和韧性,机械强度好。介电性能,耐环境应力开裂性亦较好。熔化温度120~160℃。对于分子较大的材料,建议熔化温度范围在200~250℃之间。高密度聚乙烯是种白色粉末颗粒状产品,无毒、无味,密度在0.940~0.976 g/cm3范围内;结晶度为80%~90%,软化点为125~135℃,使用温度可达100℃;硬度、拉伸强度和蠕变性优于低密度聚乙烯;耐磨性、电绝缘性、韧性及耐寒性均较好,但与低密度绝缘性比较略差些;化学稳定性好,在室温条件下,不溶于任何有机溶剂,耐酸、碱和各种盐类的腐蚀;薄膜对水蒸气和空气的渗透性小、吸水性低;耐老化性能差,耐环境开裂性不如低密度聚乙烯,特别是热氧化作用会使其性能下降,所以,树脂需加入抗氧剂和紫外线吸收剂等来提高改善这方面的不足。高密度聚乙烯薄膜在受力情况下的热变形温度较低,这一点应用时要注意。
注塑:
HDPE有数不清的应用,范围从可重复使用的薄壁饮料杯到5-gsl罐,消费国内生产的HDPE的1/5。注塑品级一般熔体指数5~10,有具有韧性较低流动性品级和具有可加工性的较高流动性品级。用途包括日用品和食品薄壁包装物;有韧性、耐用的食品和涂料罐;高抗环境应力开裂应用,如小型发动机燃料箱和90-gal垃圾罐。
一般的HDPE熔点为142℃,分解温度为300℃;注塑温度的可调区间较大。注塑时,一般使用温度为180℃--230℃;因是烯烃类塑料,它不吸水,生产时,不需烘干,但为了产品质量,可用60℃温度烘干1hr,以排出浮水;聚乙烯的熔体粘度大,流长比小,薄壁制品可能缺胶,因此,浇口和流道相对较大;制品易带静电,表面易吸埃。收缩率为16‰;溢边值为0.05mm。
滚塑:
采用这种加工法的材料一般被粉碎成粉末料,使其在热循环中熔融并流动。滚塑使用两类PE:通用和可交联类。通用级MDPE/HDPE通常的密度范围从0.935到0.945g/CC,具有窄MWD,使产品具有高冲击性和最小的翘曲,其熔体指数范围一般为3—8。更高MI品级通常不适用,因为它们不具备滚塑制品希望的冲击性和抗环境应力开裂性。
薄膜:
PE薄膜加工一般用普通吹膜加工或平挤加工法。大多数PE用于薄膜,通用低密度PE(LDPE)或线性低密PE(LLDPE)都可用。HDPE薄膜级一般用于要求优越的拉伸性和极好的防渗性的地方。例如,HDPE膜常用于商品袋、杂货袋和食物包装
【基本特性】
高密度聚乙烯是一种不透明白色腊状材料,比重比水轻,比重为0.941~0.960,柔软而且有韧性,但比LDPE略硬,也略能伸长,无毒,无味。
【燃烧特性】
易燃,离火后能继续燃烧,火焰上端呈黄色,下端呈蓝色,燃烧时会熔融,有液体滴落,无黑烟冒出,同时,发出石蜡燃烧时发出的气味。
【主要优点】
耐酸碱,耐有机溶剂,电绝缘性优良,低温时,仍能保持一定的韧性。表面硬度,拉伸强度,刚性等机械强度都高于LDPE,接近于PP,比PP韧,但表面光洁度不如PP。
【主要缺点】
机械性能差,透气差,易变形,易老化,易发脆,脆性低于PP,易应力开裂,表面硬度低,易刮伤。难印刷,印刷时,需进行表面放电处理,不能电镀,表面无光泽。
【主要应用】
用于挤出包装薄膜,绳索,编织袋,渔网,水管;注塑低档日用品及外壳,非承载荷构件,胶箱,周转箱;挤出吹塑容器,中空制品,瓶子。
一. 产品介绍
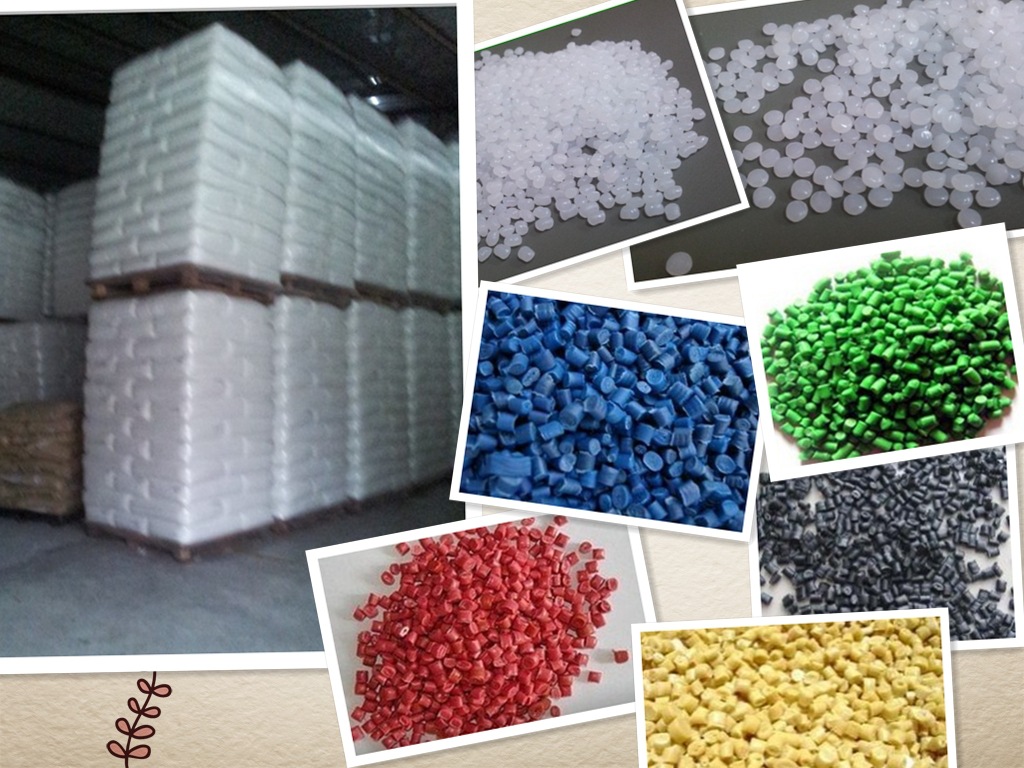
成型产品实图

二.加工建议
料筒温度 喂料区 30~50℃(50℃)
区1 160~250℃(200℃) 区2 200~300℃(210℃)
区3 220~300℃(230℃) 区4 220~300℃(240℃)
区5 220~300℃(240℃) 区5 220~300℃(240℃)
喷嘴 220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1 , 熔料温度 220~280℃ ,熔料温度 220~280℃,熔料温度 220~280℃ ,料筒恒温 220℃
模具 温度 20~60℃,注射压力 具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar);一些薄壁包装容器除外可达到180MPa (1800bar)
背压 5~20MPa(50~200bar);背压太低的地方易造成制品重量和色散不均 。
注射速度 对薄壁包装容器需要高注射速度,中等注射速度往往比较适用于其它类的塑料制品
螺杆转速 高螺杆转速(线速度为1.3m/s)是允许的,只要满足冷却时间结束前就完成塑化过程就可以;螺杆的扭矩要求为低。
计量行程 0.5~4D(最小值~*值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量 2~8mm,取决于计量行程和螺杆直径
回收率 可达到100%回收
收缩率 1.2~2.5%;容易扭曲;收缩程度高;24h后不会再收缩(成型后收缩)
浇口系统 点式浇口;加热式热流道,保温式热流道,内浇套;横截面面积相对小,对薄截面制品已足够机器停工时段 无需用其它材料进行专门的清洗工作;PE 耐温升
料筒设备 标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊(L:=25:1),直通喷嘴,止逆阀 。





